Marnotrawstwa w procesach. Na co organizacje tracą pieniądze?
Marnotrawstwo według metodyki Lean tłumaczone jest jako czynności konsumujące czas, jednak nie generujące zysków dla organizacji lub wartości dodanej dla Klienta końcowego. Konsekwencją ciągłego i systematycznego prowadzenia procesów z akceptacją obecnego marnotrawstwa, jest generowanie szeroko pojętych strat w przedsiębiorstwie. Czym jest Muda? Jak rozpoznać marnotrawstwa w procesach?
W artykule
- Czym jest marnotrawstwo?
- Geneza marnotrawstw, czyli Mudy.
- Jakie marnotrawstwa w procesach wyróżnia Lean?
- Muda, czyli 8 marnotrawstw – omówienie i przykłady.
Zobacz również: 3M, czyli Muda, Mura, Muri. Marnotrawstwa w kulturze Lean
Geneza ośmiu marnotrawstw - Muda
Aby poznać genezę powstania ośmiu marnotrawstw należy cofnąć się do XX-wiecznej Japonii, gdzie w motoryzacyjnych Koncernach Toyota, Japońscy Inżynierowie przy okazji wizyty w Gemba (z języka japońskiego miejsce wytwarzania), użyli zwrotu Muda.
Muda, czyli marnotrawstwo, zostało szeroko opisane przez Japońskich Inżynierów w TPS (Toyota Production System). System Toyoty wskazywał listę potencjalnych marnotrawstw, które należy eliminować z procesów wytwórczych w celu optymalizacji.
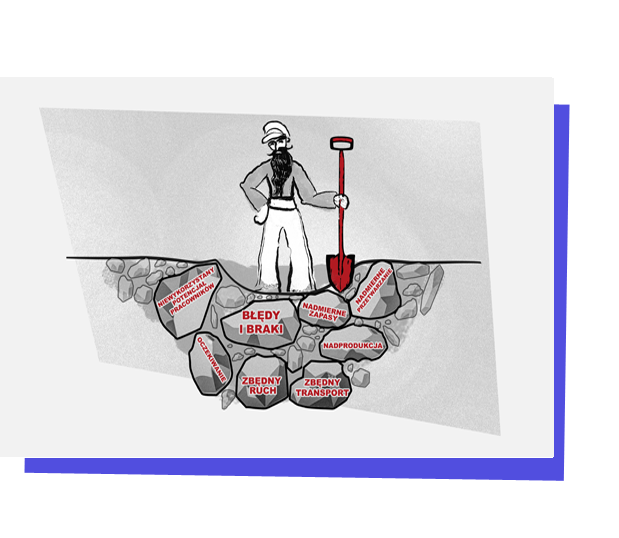
Do marnotrawstw według Lean zalicza się:
- Zbędny transport.
- Nadprodukcję.
- Nadmierne zapasy.
- Błędy i braki.
- Zbędny ruch.
- Nadmierne przetwarzanie.
- Oczekiwanie.
- Niewykorzystany potencjał pracowników.
Poniżej wyjaśniamy w szerszej skali, poszczególne marnotrawstwa od M1 do M8, aby łatwiej było je rozpoznać, zapamiętać, zminimalizować i najlepiej wyeliminować.
M1 - Zbędny transport
Pierwszym na liście marnotrawstwem jest zbędny transport. Jest to strata, którą obserwujemy w wielu aspektach – począwszy od centrów dystrybucji, mniejszych magazynów, po hale produkcyjne i ulice, po których i na co dzień jeździmy. Marnotrawstwo to jest istotne, ze względu na towarzyszące mu nadmierne wykorzystanie maszyn służących do transportu oraz pracowników, którzy maszyny obsługują. Jest to o tyle ważne, że jedno marnotrawstwo scala minimum dwa wymienione wcześniej zasoby – pracowników i maszyny. Z punktu widzenia dodawania wartości, nadmierny transport jest jedynie stratą.
M2 - Nadprodukcja
Kolejną pozycją na liście 8-miu marnotrawstw jest nadprodukcja – w slangu procesowym tzw. produkcja na potem lub na wszelki wypadek. Jest to strata, która dominuje w organizacjach o charakterze produkcyjnym i usługowym. Nadprodukcja polega na wytwarzaniu dóbr w ilości przewyższającej popyt i potrzeby Klientów końcowych. W wyniku tych działań dochodzi do diametralnego zwiększenia kosztów produkcji ze względu na konieczność angażowania ludzi, maszyn oraz miejsca magazynowego. W tym przypadku bardzo często dochodzi do zamrożenia kapitału w wyprodukowanym towarze z powodu rezygnacji Klienta, wadliwości wyprodukowanego zapasu czy zmian w specyfikacji. Z tego marnotrawstwa wynika kolejne, jakim są…
M3 – Nadmierne zapasy
Marnotrawstwo w kontekście zbędnych zapasów powiązane jest bezpośrednio z pozycją M2 – nadprodukcją. Jest to jej potencjalny efekt. Zbędne zapasy wiążą się
z dobrami wyprodukowanymi, lecz niewykorzystywanymi przez przedsiębiorstwa.
Za podłoże generowania zbędnych zapasów w produkcji i usługach uważa się m.in.:
- Błędne planowanie i prognozowanie procesu wytwórczego.
- Błędy w zachowaniu systematyczności organizacji dostaw komponentów do procesu wytwórczego.

M4 – Błędy i braki
Defekty w ujęciu procesów wytwórczych są najczęściej spotykanym marnotrawstwem. Jak poprzednie pozycje, defekty towarzyszą zarówno procesom wytwórczym i usługowym. Błędy i braki w procesie powstają pod wpływem pewnych czynników, bodźców. Przykładowo, defekty w procesie gięcia, mogą powstawać ze względu na błędne nastawy prasy gnącej lub niekontrolowanego zużycia narzędzia gnącego.
Z defektami powiązane jest tajemnicze pojęcie tzw. utajonej fabryki – miejsc najczęściej występujących poza procesami, czyli stref przeprowadzania napraw w procesie. Miejsca takie charakteryzują się brakiem wartości dodanej w procesie i powinny stanowić podstawę do uruchomienia projektów optymalizujących lub rozwiązujących zaistniały problem.

M5 – Zbędny ruch
Bezpośrednim efektem błędnie zorganizowanego i ulokowanego miejsca wykonywania pracy w procesie jest powstanie marnotrawstwa w postaci zbędnego ruchu. Istotą walki z tym marnotrawstwem jest wykreślanie dróg i wędrówek produktu w procesie np. Diagram Spaghetti. Równie istotne jest rzetelne podejście do organizacji layoutów produkcyjnych lub biurowych, właśnie pod kątem optymalizacji rozmieszczenia powierzchni w skali makro (produkcyjnej) lub mikro (biurowej).
M6 – Nadmierne przetwarzanie
Kolejnym, na liście ośmiu marnotrawstw jest nadmierne przetwarzanie. Strata ta wiążę się bezpośrednio z błędnie lub nieumiejętnie zaplanowanym, przygotowanym
i wdrożonym procesem. Marnotrawstwu temu towarzyszy najczęściej pośpiech
w podejmowaniu kluczowych dla procesu i biznesu decyzji. Przykładem z życia wziętym dla omawianego marnotrawstwa jest konieczność zmiany daty prowadzonych zmian layoutowych w fabryce obrabiającej stal, ze względu na błędy w doborze maszyn transportowych (za mały udźwig), wykorzystywanych w relokacji pras mimośrodowych. Błąd ten spowodował konieczność dwukrotnego zatrzymania parku maszynowego i wygenerowania strat finansowych dla przedsiębiorstwa.
M7 – Oczekiwanie
Oczekiwanie to marnotrawstwo występujące w momencie braku możliwości wykonania operacji zgodnych z procesem z powodu występowania niezależnych czynników. Do czynników powodujących spadek efektywności procesu poprzez oczekiwanie, zaliczyć można:
- Oczekiwanie na materiał produkcyjny.
- Oczekiwanie na Pracownika.
- Oczekiwanie na interwencję, np. awaria maszyny.
- Oczekiwanie na dokumenty.
Oczekiwanie to marnotrawstwo skupiające się przede wszystkim na niepożądanym, niezaplanowanym opóźnieniu.
M8 – Niewykorzystany potencjał pracowników
Najmłodsze z marnotrawstw w metodzie 3M. Kluczowe w Organizacji ze względu na odniesienie do aspektu ludzkiego: pomysłów, kompetencji, talentów pracowników. Niewykorzystanie potencjału pracowników bardzo często objawia się wpływem na wysoki poziom absencji w Organizacjach. Metodyka szczupłego i efektywnego zarządzania przedstawia kilka narzędzi pomocnych w organizacji i prawidłowym wykorzystanie potencjału pracowników – jednym z takich narzędzi jest matryca kompetencji. Prawidłowo zorganizowana matryca, pozwala na poznanie mocnych stron pracownika i kierowanie Go w procesu do których pasuje pod kątem potencjału.
Podsumowanie
Niezależnie od charakteru organizacji należy rozwijać chęci Pracowników do walki z marnotrawstwem. Systematyczne podejście do walki z marnotrawstwem opisanym w artykule pozwoli na lepsze poznanie procesów wytwórczych, specyfiki samego procesu oraz pomoże wypracować standardy, dzięki którym wzrosną wskaźniki mówiące o:
- Jakości.
- Efektywności.
- Wydajności.
Szkolenie Lean Manufacturing – Lider efektywnej produkcji Szkolenie Lean w usługach
Poznaj ofertę szkoleń


Lean Transformation
Leader
(Lean w usługach)
Lean Transformation Leader to 7-dniowy program rozwojowy dla obszaru usługowego (Lean w usługach) realizowany w Santander Consumer Bank i skoncentrowany na praktycznym prowadzeniu usprawnień i transformacji procesów.
o Lean Transformation Leader
